
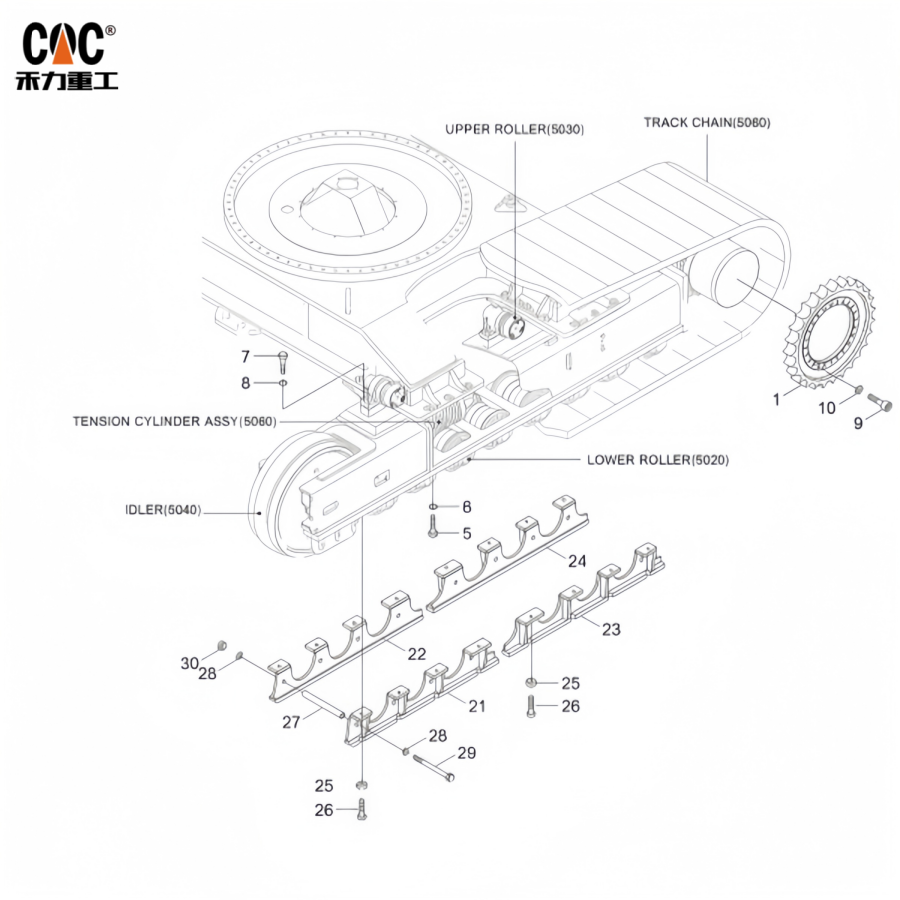
Zespół dolnej rolki gąsienicy HYUNDAI 81QE11010 R1250/Producent podzespołów podwozia koparki gąsienicowej o dużej wytrzymałości — HELI MACHINERY MANUFACTURING CO., LTD (GĄSIENICE CQC)


Biała księga inżynierska:HYUNDAI R1250 81QE11010 Zespół dolnej rolki gąsienicy:Synteza certyfikowanej precyzji i inżynierii do pracy w trudnych warunkach autorstwa HELI MACHINERY MANUFACTURING CO., LTD.
Identyfikator dokumentu: TWP-CQC-HMMCL-81QE11010-01
Data publikacji: grudzień 2025
Klasyfikacja: Publiczna Specyfikacja Techniczna
1.0 Streszczenie: Zaleta wynikająca z certyfikacji
Niniejszy dokument techniczny przedstawia filozofię inżynieryjną, rygorystyczne wymogi produkcyjne oraz specyfikacje eksploatacyjne zespołu dolnych rolek gąsienic HYUNDAI 81QE11010 do koparki gąsienicowej klasy R1250, zaprojektowanego i wyprodukowanego przez HELI MACHINERY MANUFACTURING CO., LTD. (marka CQC TRACK). W branży, w której awaria podzespołu oznacza katastrofalny przestój, nasza oferta wykracza poza paradygmat zwykłej części zamiennej. Stanowi ona ucieleśnienie produktu certyfikowanego, w którym rygorystyczne, usystematyzowane protokoły chińskiego systemu certyfikacji jakości (CQC) są nieodłącznie wplecione w każdy etap jego cyklu życia – od pozyskiwania surowców po końcowy audyt.
Podstawową tezą tego zespołu jest to, że prawdziwa niezawodność w zastosowaniach o dużym obciążeniu nie jest dziełem przypadku, lecz weryfikowalnym rezultatem kontrolowanego, audytowanego procesu. Firma HELI MACHINERY działa w oparciu o wielowarstwowy system certyfikacji, posiadający zarówno certyfikat systemu jakości ISO 9001:2015, jak i liczne certyfikaty certyfikacji produktów CQC (np. CQC17704176145). Ten podwójny fundament wymaga fabrycznego systemu zapewnienia jakości, obejmującego wszystko, od weryfikacji dostawców i walidacji kluczowych komponentów, po precyzyjną konserwację sprzętu produkcyjnego i kompleksową dokumentację trwającą co najmniej 24 miesiące. Dla operatora R1250 oznacza to komponent podwozia, którego udokumentowana spójność i trwałość są projektowane, produkowane i stale weryfikowane, co zapewnia minimalizację całkowitego kosztu posiadania poprzez maksymalizację średniego czasu między awariami.
2.0 Dekonstrukcja protokołu certyfikacji i inżynierii produkcji
Wartość zespołu 81QE11010 wynika z rygorystycznego systemu kontroli i nadzoru fabrycznego CQC. Poniższa tabela obrazuje, jak te obowiązkowe procedury przekładają się bezpośrednio na namacalną jakość komponentów i identyfikowalność.
| Wymagania dotyczące zapewnienia jakości fabrycznej CQC | Wdrożenie w produkcji 81QE11010 | Korzyści z inżynierii i niezawodności dla użytkownika końcowego |
|---|---|---|
| Program wyboru i zarządzania dostawcami | Rygorystyczna weryfikacja i akceptacja dostawców odkuwek ze stali stopowej i specjalistycznych materiałów uszczelniających. | Zapewnia integralność surowca, która jest podstawowym czynnikiem decydującym o trwałości zmęczeniowej i odporności na uderzenia. |
| Kontrola i weryfikacja kluczowych komponentów/materiałów | Kontrola przychodząca kutych wałków i tulei ze spiekanych stopów pod kątem zgodności ze specyfikacjami certyfikowanymi. | Zapobiega wprowadzaniu do produkcji materiałów niezgodnych ze standardami, co jest bezpośrednim zastosowaniem zasady „pierwszej odpowiedzialności” CQC. |
| Regularne testy potwierdzające kluczowe komponenty | Okresowe pobieranie próbek i badania laboratoryjne twardości materiałów, mikrostruktury i składu chemicznego. | Zapewnia bieżącą, obiektywną weryfikację, że właściwości materiału mieszczą się w określonych granicach technicznych. |
| System konserwacji sprzętu produkcyjnego | Planowa konserwacja zapobiegawcza tokarek CNC, hartownic indukcyjnych i szlifierek. | Gwarantuje precyzję obróbki i powtarzalność obróbki cieplnej każdej partii. |
| Procedury testowania rutynowego i potwierdzającego | 100% kontrola wymiarowa, pobieranie próbek do testów obciążenia dynamicznego i sprawdzanie integralności uszczelnień. | Weryfikacja dopasowania każdej jednostki odbywa się poprzez statystyczne potwierdzenie wydajności próbek w oparciu o standardy testów typu. |
| Kontrola produktów niezgodnych z wymaganiami | Systematyczna kwarantanna i analiza każdej części, która nie spełnia któregokolwiek z punktów kontrolnych. | Zapewnia, że montowane są wyłącznie komponenty spełniające wszystkie specyfikacje, co zabezpiecza integralność produktu końcowego. |
| Wewnętrzny audyt jakości i przegląd zarządzania | Planowane audyty wewnętrzne i przeglądy zarządzania całym systemem zarządzania jakością. | Napędza ciągłe doskonalenie i zapewnia stałą skuteczność systemu. |
| Kompleksowe przechowywanie dokumentacji (≥24 miesiące) | Pełna cyfrowa identyfikowalność każdej partii produkcyjnej: certyfikaty materiałowe, rejestry obróbki cieplnej, wyniki kontroli. | Zapewnia niezrównaną przejrzystość i wspiera analizę gwarancji lub awarii przy użyciu twardych danych. |
3.0 Egzegeza techniczna: Inżynieria na poziomie komponentów w trakcie certyfikacji
Struktura CQC wyjaśnia „jak”, a zaawansowana inżynieria definiuje „co”. Zespół 81QE11010 to majstersztyk w zakresie ukierunkowanej nauki o materiałach i projektowania mechanicznego.
3.1 Korpus rolki i kołnierz: kute i hartowane, aby zapewnić odporność na ścieranie
- Materiał: Rdzeń to kuty półfabrykat z drobnoziarnistej stali stopowej o wysokiej wytrzymałości 40SiMnTi lub 50Mn. Wybór ten zapewnia wyjątkową hartowność i wytrzymałość rdzenia w porównaniu ze standardowymi stalami niższej jakości.
- Proces: Poddawany sterowanemu komputerowo, głębokiemu hartowaniu indukcyjnemu. Parametry procesu są skrupulatnie dokumentowane zgodnie z wymaganymi przez CQC zapisami kontroli procesu.
- Specyfikacja: Osiąga twardość powierzchniową 58-62 HRC przy kontrolowanej efektywnej głębokości warstwy 8-12 mm, przechodzącej w wytrzymały rdzeń o twardości 38-42 HRC. Ta głęboka, twarda jak szkło powierzchnia została zaprojektowana tak, aby wytrzymać ekstremalne ścieranie spowodowane rozdrobnionymi skałami i glebą, a ciągliwy rdzeń absorbuje silne wstrząsy, typowe dla górnictwa i kamieniołomów, zapobiegając katastrofalnym pęknięciom kruchym.
3.2 Oś uszczelniająca: układ tribologiczny i zabezpieczający
- Wał: Wykonany z hartowanej powierzchniowo stali stopowej 40Cr lub 20CrMnTi, precyzyjnie szlifowany do uzyskania lustrzanego połysku (Ra ≤ 0,4 μm). Minimalizuje to tarcie i zużycie powierzchni uszczelniającej, co jest kluczowym czynnikiem dla długotrwałej integralności.
- Tuleja: Wykonana ze spiekanego stopu miedzi o wysokiej gęstości, impregnowanego olejem. Materiał ten zapewnia doskonałą elastyczność i nośność, a osadzony smar stanowi dodatkowe, awaryjne źródło smarowania.
- System uszczelnienia: Wykorzystuje wielostopniowe, adaptacyjne do ciśnienia uszczelnienie labiryntowe. System ten integruje główny, pływający metalowy pierścień ślizgowy, który odprowadza duże zanieczyszczenia ścierne, wielowargową uszczelkę z gumy nitrylowej, aktywowaną opatentowaną sprężyną, oraz labirynt wypełniony smarem. Został zaprojektowany tak, aby zachować integralność pod wysokim ciśnieniem statycznym podczas zanurzenia w głębokim błocie oraz ciśnieniem dynamicznym podczas szybkich obrotów gąsienicy.
3.3 Montaż i ostateczna walidacja: Brama końcowa
Montaż odbywa się w kontrolowanym środowisku. Komora jest oczyszczana i wypełniana smarem EP (Extreme Pressure) na bazie kompleksu litowego, przeznaczonym do szerokiego zakresu temperatur (od -30°C do +150°C). Przed wysyłką każda jednostka przechodzi ostateczny test operacyjny, sprawdzający płynność ruchu obrotowego i szczelność uszczelnienia. Ta końcowa kontrola jest obowiązkowym elementem „rutynowej kontroli” zdefiniowanej przez CQC, zamykając cykl kontroli jakości produkcji.

4.0 Zgodność, zamienność i zobowiązanie do wydajności
- Zgodność z OEM: 81QE11010 został zaprojektowany z myślą o bezpośredniej, niezmodyfikowanej zamienności z podwoziem HYUNDAI R1250. Wszystkie kluczowe wymiary interfejsu – średnica wału, rozstaw otworów na śruby, szerokość całkowita i profil kołnierza – są utrzymywane w ścisłych tolerancjach.
- Gwarancja wydajności: Komponent jest objęty gwarancją wydajności, gwarantowaną przez certyfikowany proces produkcyjny. Obszerna dokumentacja wymagana przez nadzór CQC stanowi obiektywną podstawę tej pewności.
- Globalne zapewnienie dostaw: HELI MACHINERY MANUFACTURING CO., LTD. wspiera globalną logistykę, zapewniając opakowania zgodne ze standardami eksportowymi oraz pełną dokumentację certyfikacyjną, obejmującą certyfikaty badań materiałów i raporty z inspekcji fabrycznej, co ułatwia bezproblemową realizację zamówień transgranicznych.
5.0 Wnioski: Redefiniowanie wartości poprzez weryfikowalny proces
TenHYUNDAI R1250 81QE11010 Zespół dolnej rolki gąsienicyHELI MACHINERY (CQC TRACK) reprezentuje ostateczną ewolucję od standardowej części zamiennej do komponentu inżynieryjnego z gwarancją procesową. Jego wyższość nie jest jedynie deklarowana, ale jest konstrukcyjnie egzekwowana poprzez rygorystyczne procedury certyfikacji produktu CQC i nadzoru fabrycznego. To podejście certyfikacyjno-inżynieryjne gwarantuje, że każda dostarczona jednostka jest bezpośrednim następcą rygorystycznie przetestowanego i zatwierdzonego projektu, wytwarzanego w systemie jakości podlegającym corocznemu nadzorowi i niezapowiedzianym audytom.
Dla wymagającego menedżera sprzętu propozycja wartości jest jasna: zainwestuj w komponent, którego wydłużona żywotność i niezmienna niezawodność są wpisane w jego DNA i potwierdzone jednym z najbardziej ustrukturyzowanych systemów oceny jakości w produkcji. To przekłada się na najwyższą miarodajną metrykę dla ciężkiego sprzętu: maksymalizację dostępności maszyny i minimalizację kosztów na godzinę pracy.
Zastrzeżenie: Specyfikacje i projekty podlegają ciągłemu udoskonalaniu. Zaleca się sprawdzenie dokładnego modelu i zakresu numerów seryjnych urządzenia pod kątem kompatybilności przed zakupem. Informacje dotyczące certyfikacji CQC oparte są na publicznych referencjach producenta i standardowych protokołach CQC.
Kategorie produktów
-

w154A-Z2/rolka gąsienicowa-rolka dolna-mini koparka...
-

Rolka gąsienicowa koparki Doosan (200104-00012A,20...
-

CQC-Minikoparka/YQS35 rolka nośna zapasowa...
-

HITACHI/EX3000-(9066272,A7635000M00)-rolka gąsienicy...
-

Części do maszyn budowlanych na zamówienie...
-

Najlepiej sprzedające się SK60 SK200/ 24100N6292F2/24100N8009...






